3D printer
- 창원대학교 중앙도서관 1층 MakerAgit
- 관련 교육 이수 및 TEST를 통과하면 장비 사용 가능
자세한 내용은 공식 유튜브(링크)를 참고
3D printer의 작동
PLA 재료를 녹여서 적층하는 방식.
크게 수직형과 델타형으로 나뉜다.
델타형은 유선형 / 곡선형을 제작하는 데에 유리하다.
주요 구성
익스트루더(Extruder):
- 재료(필라멘트)를 밀어준다.
- 필라멘트에 동력을 전달한다고 표현한다.
노즐(Nozzle):
- 익스트루더가 밀어준 재료를 녹여준다.
- 이를 통해 적층 구조로 가공할 수 있게 된다.
익스트루더와 노즐의 거리 또는 위치에 따라 방식이 구분된다.
직렬형: 익스트루더와 노즐이 붙어 있다. 단단한 재료를 사용할 수 있으나 가공 속도는 느린 편이다.
보우덴형: 익스트루더와 노즐이 분리되어 있다. 가공이 빠르나 고장 시 수리가 힘들다.
필라멘트(PLA 소재)
- Delta250 기준, 노즐 온도 195도~ 220도 사이에서 사용이 권장된다.
- 히트베드의 온도는 통상 0도에서 70도 사이로 맞춘다
- 열에 약한 소재이기에 60도 이상의 열이 가해지면 변형이 일어난다
Ultimaker Cura
모델링 파일에 좌표를 부여하여 3D printer가 이를 인식하고 가공할 수 있도록 해준다.
다운로드 및 설치는 공식 홈페이지에서 지원한다.
Delta250을 사용하기 위한 설정을 그대로 따라해보는 것을 목적으로 한다.
실행을 하고 NEXT를 누르다 보면 아래와 같은 설정창이 나온다.
어떤 장비를 사용할지 등록하는 < Add a printer > 화면을 볼 수 있다.
여기서 붉은 색 박스를 클릭.

이것저것 많이 나올 건데
- Custom메뉴의 Custom FFF printer를 선택한다.
오른쪽 Printer name은 단순한 식별자이다.
window 버전에서는 아래쪽에 입력할 수 있는 것으로 봤다.
 편한 이름으로 설정하면 된다.
편한 이름으로 설정하면 된다.
교육을 받는 중에는 단순하게 장비의 이름인 Delta250을 입력했다.
이 다음은 < Machine setting >을 설정해준다.
아래의 화면과 같이 나온다.

왼쪽의 Printer Setting을 해줘야 한다.
-
Delta250, Delta300에서 숫자는 X, Y, Z 축의 가공 범위를 의미한다.
붉은 색 박스 내의 설정값을 바꿔준다.
Delta250을 사용할 것이니 250으로 수정. -
델타형 장비에서는 Build plate의 모양이 원형이기 때문에 Elliptic을 체크해주고, Origin at center 또한 체크해준다. 정 가운데에 가공 시작점을 두기 때문이다.
다음은 바로 오른쪽 탭의 Extruder에 관한 값을 설정한다.

-
Nozzle size는 장비의 노즐 직경을 의미한다.
Delta250 & Delta300 장비의 노즐 직경은 0.5mm이다. -
compatible meterial은 말 그대로 호환되는 소재 또는 재료를 의미한다.
따라서 compatible meterial diameter는 사용하는 필라멘트의 직경이고
이건 필라멘트의 겉면에 표기되어 있다.
표기되어 있는 값을 그대로 입력해주면 된다.
.png)
위 화면의 왼쪽을 보면 필라멘트 사양이 나와 있는 것을 확인할 수 있다.
프로그램을 한글로 보고 싶다면 환경설정에서 한국어로 바꿔준다.
재시작해야 한글이 적용된다.
이렇게 기본 설정을 마쳤다면 좌표계에 올릴 파일을 불러와야 한다.
파일은 google님께 물어보면 찾을 수 있다.
구글에서 3d 프린터 샘플파일을 검색하면 자료들이 굉장히 많다.
누구나 보고 스마트하자님의 아주아주 귀여운 모델링을 다운 받아서 연습했다.
*stl 파일을 포함, cura에서 지원하는 포맷의 모델링을 준비해야 한다.
 메뉴에서 열기를 클릭하여 다운 받은 파일을 불러오고, 피사체를 클릭한다.
메뉴에서 열기를 클릭하여 다운 받은 파일을 불러오고, 피사체를 클릭한다.
그러면 왼쪽에 있는 메뉴들이 활성화된다.
위의 스크린 샷은 실습을 다 해보고난 후에 찍은 거라 우하단이나 우상단은 초기와 다를 것이다.
왼쪽의 기능들만 잘 체크해주면 된다.
위쪽부터 위치/ 크기/ 회전/ 반전/ 등의 기능을 지원한다.
- 위치: 되도록 가운데에 피사체를 놓아주는 것이 좋다.
- 크기: 세부적인 조정은 cura에서 불가능하다. 모델링 툴에서 수정해야 한다.
- 회전: 적층을 위한 효율적인 피사체의 배치를 위해 신경써서 사용해야 할 기능이다.
드래그-15도 / 화살표 부분 클릭-90도 / shift를 누른 채로 드래그-1도씩 세부 조정 - 대칭: 말그대로 대칭형태를 설정한다.
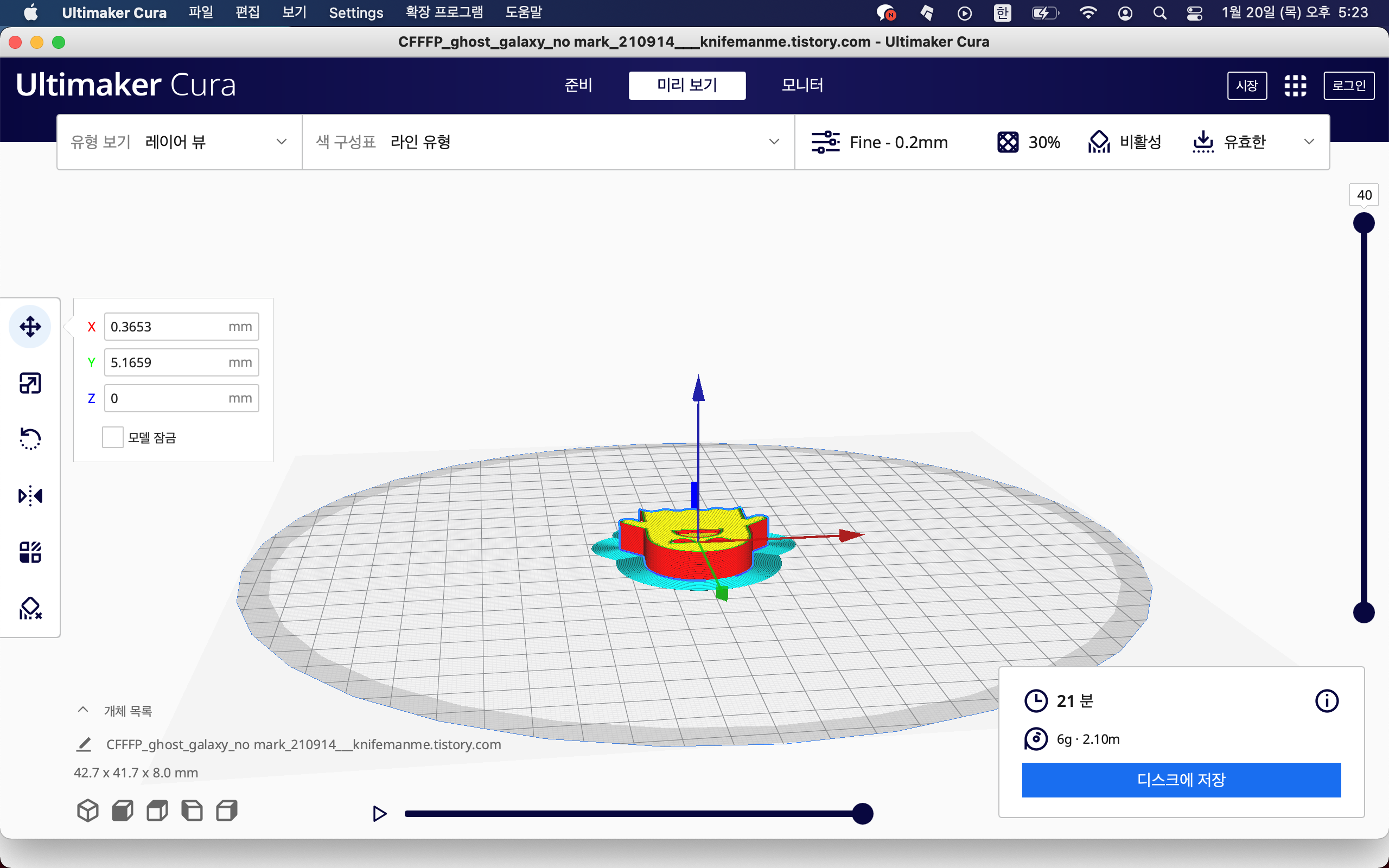
이 다음은 우상단에 위치한 프린팅 설정을 해줘야 하는데 이게 좀 많다.
-
품질
층 높이: 0.1mm ~ 0.25mm 사이로 설정한다. / 0.2mm로 설정.
- 작게 설정할 수록 품질은 좋아지지만 출력시간이 오래 걸린다. -
벽
벽 두께: 1mm로 설정.
- 노즐 직경과 연관이 있다. 노즐 직경의 배수로 설정해주는 것이 권장된다.
-
위 / 아래
상하단 두께: 0.6mm로 설정.
- 특이 하단은 층 높이와 연관이 있다. 층 높이의 배수로 설정하는 것이 권장된다.
-
내부채움
내부채움 밀도: 보통 20%~30%로 설정하는 것이 일반적이다. / 30%로 설정.
- 3D printer의 가공방식 특성상 외적인 골격과 면으로 결과물이 나오고, 속은 비어 있다.
- 이 빈 공간을 어느 정도 메우고 구조적인 안정을 주는 옵션이다.
패턴: 삼각형으로 설정. (트러스 구조가 안정적)
-
재료
프린팅 온도: 노즐의 온도를 의미한다. 재료에 따라 적절한 수치를 입력한다. / 210도로 설정.
빌드 플레이트 온도: 60도로 설정. -
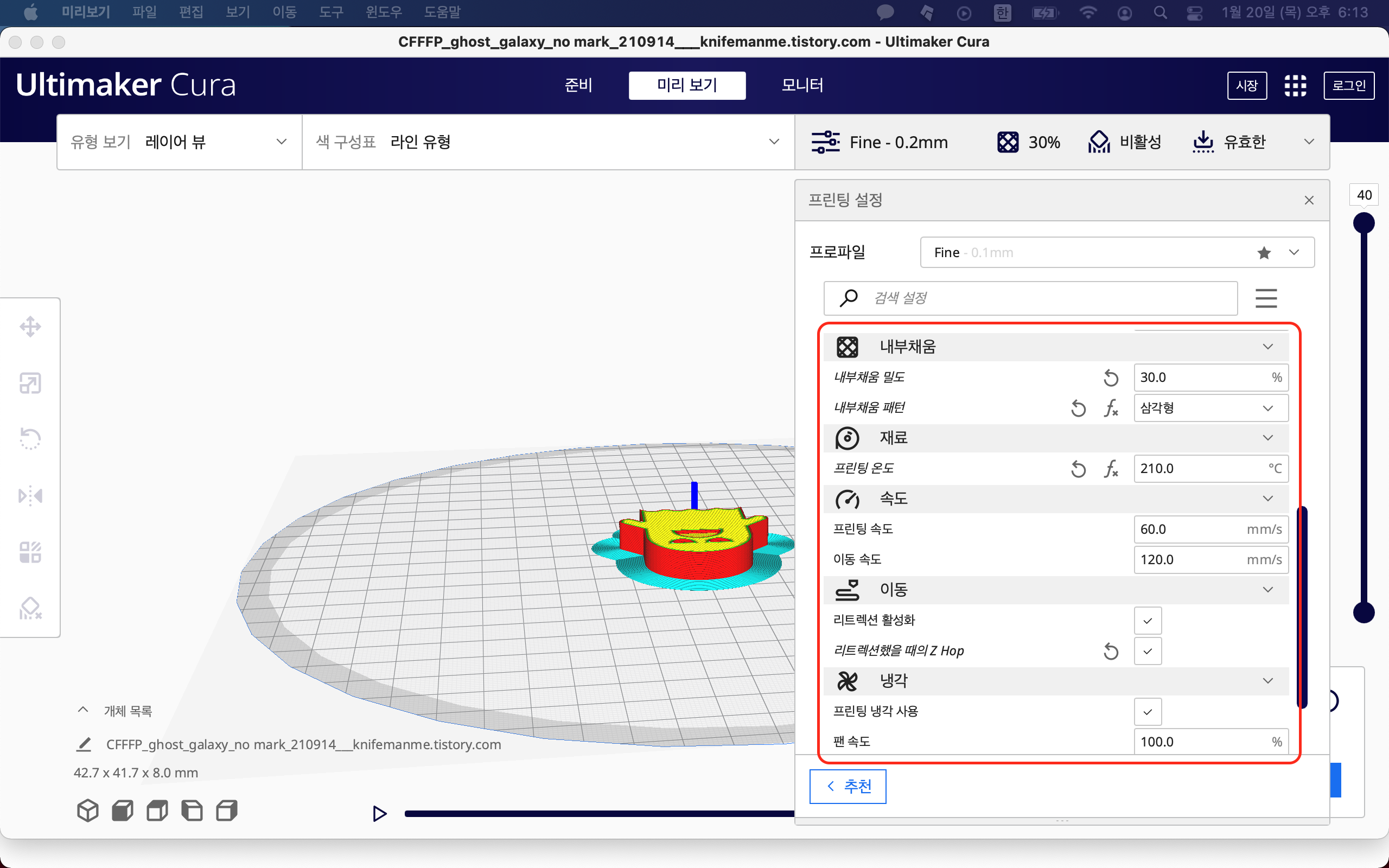
속도
프린팅 속도와 이동속도를 설정하는데, 이동속도란 가공 중 노즐이 움직이는 속도이다.
이 옵션을 추가하기 위해서는 커스텀이 필요하다.
동그라미 부분을 클릭하면 추가 옵션이 나온다.
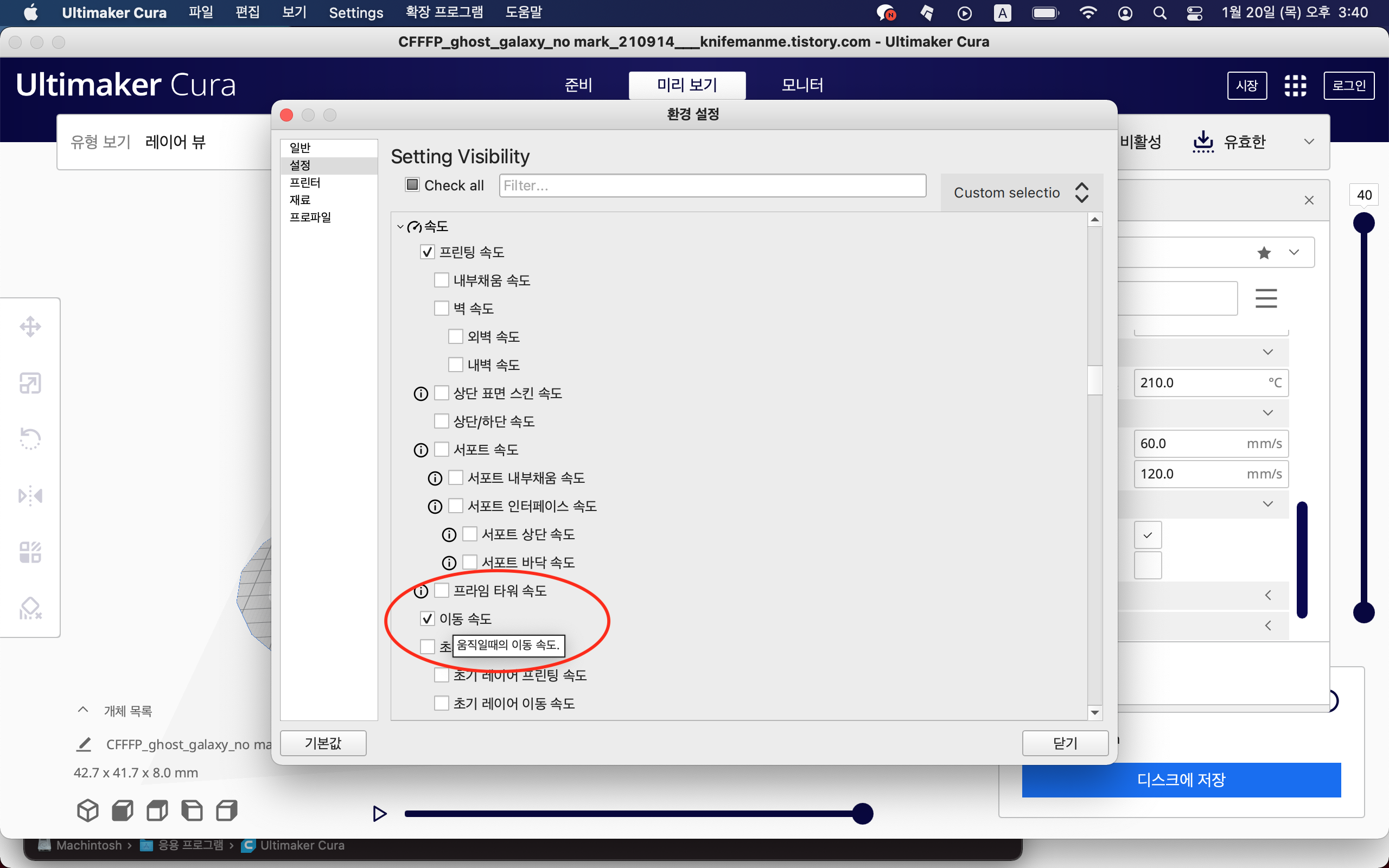
동그라미 부분의 이동속도에 체크해준다.
프린팅 속도: 35로 설정.
- 느려지면 퀄리티가 높아지지만 시간이 오래 걸린다.
- 출력속도를 의미한다. 노즐에서 재료를 뿌려주는 속도다.
이동 속도: 60으로 설정.
- 마찬가지로 속도를 느리게 하면 퀄리티가 높아지지만 시간이 오래 걸린다.
속도 옵션은 장비에 따라 적정 값에 차이가 있다. -
리트랙션 / 리트랙션 했을 때의 Z Hop / 프린팅 냉각 사용
모두 체크표시를 해준다.
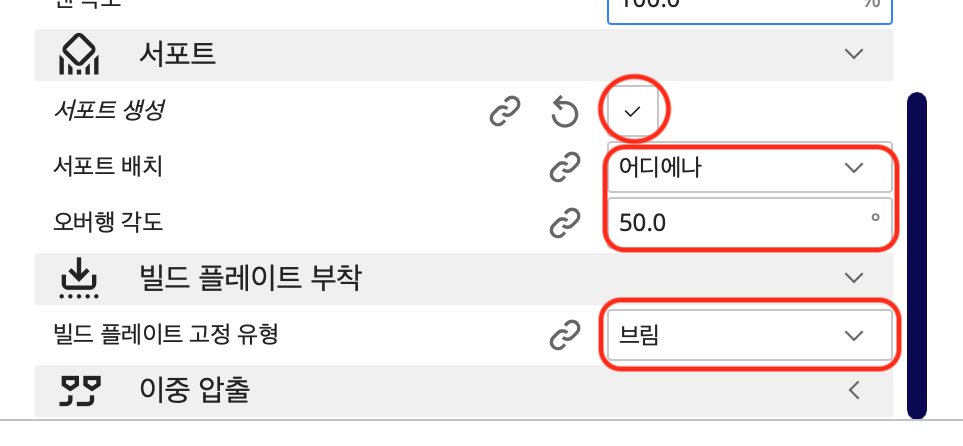
- 서포트
서포트 생성을 체크 하면 아래의 서포트 배치와 오버행 각도가 활성화 된다.
- 가공 중 바닥에서 뜨는 부분을 지지해가며 가공하기 위한 일종의 지지대를 말한다.
- 배치는 '어디에나'로 설정해주고 각도는 초깃값을 사용한다.
- 빌드 플레이트 부착
고정 유형을 의미한다.
일반적으로 스커트나 브림을 사용한다. / 브림으로 설정.
이후 우하단의 슬라이싱 버튼을 누르면 좌표계가 반영되어 가공을 할 수 있는 상태로 변한다.
이를 SD카드에 저장하고, SD카드를 장비에 연결하여 제품을 가공하게 된다.
장비의 사용 준비와 재료의 교체등은 최상단의 유튜브 링크에서 직접 영상을 보는 것이 더욱 도움이 될 것 같다.