압출성형
원하는 모양의 다이를 통과시켜 긴 형태의 제품을 연속적으로 만들어내는 방법
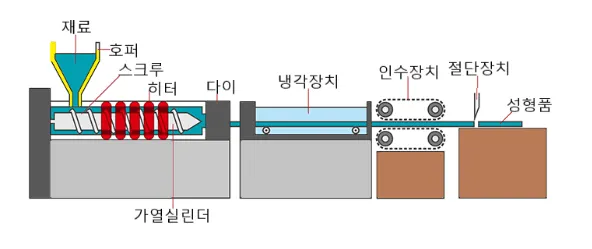
- 호퍼에 플라스틱 원료를 넣음
- 스크류가 회전하면서 원료를 앞쪽으로 밀어냄. 실런더 벽에 달린 히터의 열과 스크류의 마찰열로 플라스틱이 용융상태로 변함
- 스크류가 밀어낸 용융 수지는 스크류 끝의 헤드와 다이 입구에서 압력이 높아짐. 내부 혼합이 이루어지며, 온도·점도·색상이 균일하게 조정됨. 균일한 압력과 점도는 일정한 단면 제품 품질의 핵심
- 용융수지가 다이라고 불리는 단면 틀을 통과. 다이 구멍 모양이 제품 단면 모양임. 수지가 길게 연속적으로 뽑혀 나옴
- 다이에서 나온 뜨거운 용융 제품은 냉각장치를 지나며 식음. 이때 제품의 두께와 단면이 변형되지 않도록 냉각 속도와 인장 속도를 정밀하게 제어함.
- 냉각된 제품은 인수장치로 일정 속도로 계속 당겨짐. 원하는 길이에 도달하면 절단장치로 일정 길이씩 절단
사출성형
플라스틱을 녹여서 금형 안에 밀어 넣은 뒤에 식혀서 굳히는 방법
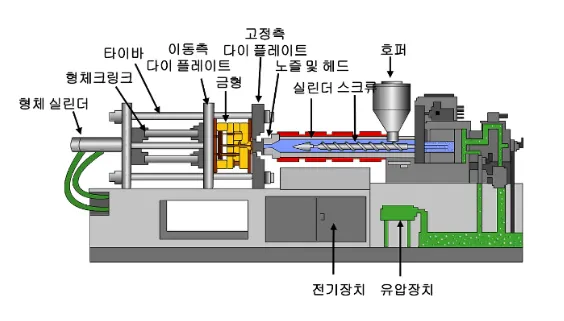
- 호퍼에 플라스틱 원료를 넣음
- 스크류가 회전하면서 후퇴해 원료가 앞으로 이송됨, 실린더 주변의 밴드 히터로 전도된 열과 마찰열에 의해 플라스틱 용융
- 스크류가 회전하며 앞으로 나가면서 용융된 수지가 금형 내부로 주입됨
- 금형이 충진되면 금형 내부 압력이 급격히 올라가고 성형된 제품은 표면부터 냉각됨. 이때 수축 발생. 줄어든 체적을 채우기 위해 스크류가 회전하며 앞으로 감. 용융 원료가 추가로 금형 내부로 들어감
- 응고되면서 스크류가 후진하기 시작. 수지 냉각
- 제품 냉각이 완료되면 금형이 열림. 완성된 제품이 툭 떨어지거나 로봇이 집어냄.

제조시스템의 디지털트윈과 최적화를 연구하고 있습니다 sujinjang609@gmail.com