제조시스템
1.[제조] 도요타 생산방식(TPS, Toyota Production System)

역사적으로 생산방식은 산업혁명→ 포드 생산방식 → 도요타 생산방식 으로 발전해왔다. 도요타 생산방식, 즉 TPS는 낭비 제거와 품질 향상을 목표로 하는 생산 철학이다. 이 시스템의 두 기둥은 JIT와 사람인변 자동화이라고 할 수 있다. 각 공정이 필요한 것을 필요한 때
2.[제조] 자재소요량 계획 (MRP, Material Requirements Planning)
Master Production Schedule(MPS, 주생산계획)은 독립수요 품목인 완제품의 생산 계획이다. 완제품 생산에 필요한 원자재나 부품은 종속수요 품목이라고 한다. Material Requirements Planning(MRP, 자재소요량 계획)은 종속수요
3.[제조] 생산량과 설비배치
제조기업은 공장에 부여한 특정 임무를 가장 효율적으로 수행할 수 있도록 설비를 배치하고 조직화한다. 이산형 제품의 경우 생산량이 설비와 제조 방식의 선택에 매우 큰 영향을 미친다. 생산량(production quantity)이란 공장에서 연간 생산되는 부품이나 제품의
4.[제조] 그룹테크놀로지(Group Technology)와 셀형 생산(Cellular Manufacturing)
그룹 테크놀로지는 설계와 생산 과정에서 나타나는 유사성의 이점을 활용하여, 비슷한 특성을 가진 부품을 식별하고 그룹화하는 생산 원리이다. 유사한 부품들은 부품군(part family)로 묶이며, 각 부품군은 유사한 설계 및 생산 특성을 공유한다. 만약 한 부품군에 속한
5.[제조] 유연생산시스템(FMS, Flexible Manufacturing System)
유연생산시스템(FMS, Flexible Manufacturing System)은 고도로 자동화된 그룹테크놀로지(GT) 셀로서, 자동 자재취급 및 보관시스템 과 연결된 여러 작업장(주로 CNC 공작기계)으로 구성되며 분산 컴퓨터 시스템에 의해 제어된다. FMS가 유연하
6.[제조] PLC(Programmable Logic Controller)
산업 현장의 자동화를 위해 특별시 제작된 산업용 제어 컴퓨터이다. 디지털 또는 아날로그 입출력 모듈을 통해 기계나 생산 공정을 제어하며, 내장된 메모리에 저장된 명령어를 순차적으로 실행한다. 논리, 순서, 시간, 계수, 연산과 같은 다양한 기능을 수행한다. 주로 이산제
7.[제조] 발전된 자동화 기능
자동화의 기본 기능은 작업사이클 프로그램을 실행하는 것이다. 그 이외에 자동시스템이 수행하는 발전된 자동화 기능은 장비의 성능과 안전을 높이는 것과 관련있다. 자동시스템에서도 여전히 인간의 정기적 점검이 필요하다. 시스템 근처의 작업자와 시스템과 관련된 장비를 보호하기
8.[제조] 플라스틱 성형 공정: 압출성형, 사출성형
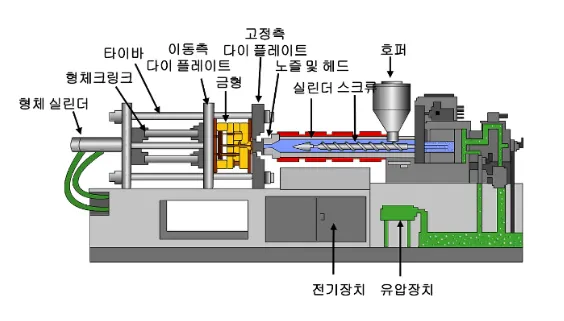
원하는 모양의 다이를 통과시켜 긴 형태의 제품을 연속적으로 만들어내는 방법호퍼에 플라스틱 원료를 넣음스크류가 회전하면서 원료를 앞쪽으로 밀어냄. 실런더 벽에 달린 히터의 열과 스크류의 마찰열로 플라스틱이 용융상태로 변함스크류가 밀어낸 용융 수지는 스크류 끝의 헤드와 다