1. 그룹테크놀로지(GT)란?
그룹 테크놀로지는 설계와 생산 과정에서 나타나는 유사성의 이점을 활용하여, 비슷한 특성을 가진 부품을 식별하고 그룹화하는 생산 원리이다.
유사한 부품들은 부품군(part family)로 묶이며, 각 부품군은 유사한 설계 및 생산 특성을 공유한다. 만약 한 부품군에 속한 개별 부품들의 가공 공정이 서로 비슷하다면, 이들을 하나의 그룹으로 묶어 생산하여 생산 효율을 증대시킬 수 있다.
이를 위해 생산 장비를 기계 그룹 또는 셀로 배열하면 효율이 증대된다.
2. 셀형 생산(Cellular Manufacturing)
한 부품군을 대상으로 특화된 기계 셀로 생산 장비를 그룹화하는 방식을 셀형 생산이라고 한다. 기능적으로는 서로 다양한 기계나 공정을 하나의 셀 단위로 묶게 된다. 이 셀은 특정 부품, 부품군, 또는 제한된 그룹의 부품군을 전담하여 생산하게 된다.
3. 그룹테크놀로지 적용의 주요 과제
-
부품군의 정의:
한 공장에서 수만 개의 서로 다른 부품을 생산한다면, 모든 부품 도면을 검토하여 부품군으로 분류하는 작업이 필요하다. 이는 기본적이지만 상당한 시간을 필요로 한다.
-
생산기계를 기계 셀로 배열:
기계를 기계 셀로 재배치하는 과정에서 시간과 비용이 많이 소요되고, 재배치 작업을 하는 중에는 해당 기계의 생산이 중단될 수밖에 없다.
4. 그룹테크놀로지 적용의 이점
- GT는 공구, 고정구 및 셋업의 표준화가 가능하다
- 부품이 전 공장 내를 이동하는 것이 아니라 기계 셀 내를 이동하므로 자재취급이 감소한다.
- 공정계획 및 생산일정계획이 단순화된다
- 셋업시간이 줄어들고, 이에 따라 제조 리드타임이 줄어든다
- 재공재고가 감소한다
- GT셀에서 작업자가 협력작업을 하면 작업자 만족도가 증가한다
- 공정이 셀 단위로 집중 관리되어 전반적인 품질이 향상된다
5. 기계 셀 설계
5.1. 기계 셀 유형
GT셀은 기계 간 자재취급의 자동화 정도와 기계의 수에 따라 분류할 수 있다.
-
단일기계 셀(single machine cell)
- 기계 1대와 고정구, 공구로만 구성된다.
- 선삭 또는 밀링과 같은 기본적인 공정으로 대부분의 가공을 마칠 수 있는 부품에 적합하다.
-
수동 운반 그룹기계 셀(group-machine cell with manual handling)
- 하나 이상의 부품군을 생산하기 위해 한 대 이상의 기계로 구성된다.
- 셀 내에서 기계 간 부품의 이동은 별도의 기계 장치 없이 셀을 운영하는 작업자가 직접 수행한다.
- 셀에서 생산되는 부품 사이에 작업 흐름 변화에 유연하게 대응하기 위해 흔히 U자 모양으로 구성된다.
배치 모델 조립라인에 U자형 셀을 구축한 경우의 장점:
-모델 간 전환 용이
-품질 향상
-재공품을 눈으로 보면서 관리
-셀이 단순하고 동력 컨베이어가 필요 없어 초기 투자비 감소
-직무가 확대되고 작업속도에 대한 중압감이 없어 작업만족도 상승
-셀을 더함으로써 증가된 수요에 대응할 수 있는 유연성 확보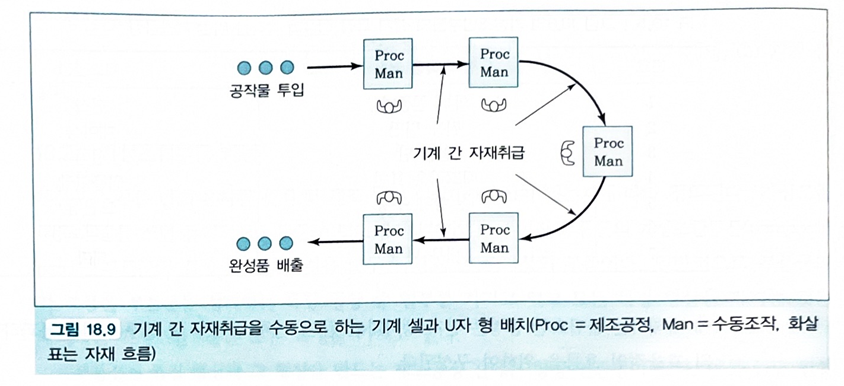
-
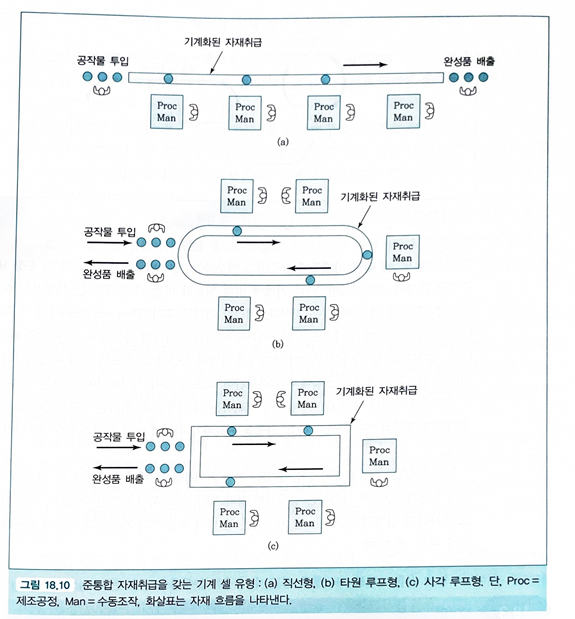
준통합운반 그룹기계 셀(group-machine cell with semi-integrated handling)
- 컨베이어와 같은 기계 장치를 이용해 셀 내 기계 간 부품 이동을 처리한다.
- 여기서 자재 취급 시스템을 완전히 자동화하여 작업장과 통합한 것이 유연생산시스템(flexible manufacturing system, FMS)이며, 이는 그룹테크놀로지 기계 셀 중 가장 자동화 수준이 높은 형태이다.
5.2. 기계 셀 유형
가장 적합한 셀 배치를 결정하는 것은 셀 내에서 생산되는 부품의 공정순서에 따라 결정된다.
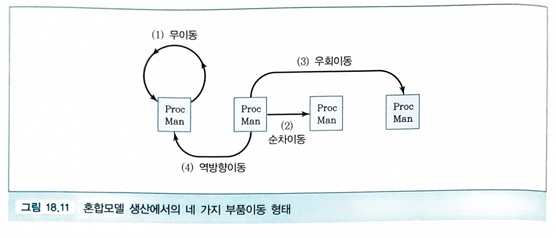
부품 이동의 네 가지 형태
- 무이동(repeat operation): 연속되는 공정이 동일한 기계에서 수행되며 부품은 실제로 이동되지 않음
- 순차이동(in-sequence move): 부품은 현재 기계에서 다음 기계로 전방향으로 이동
- 우회이동(bypassing move): 부품이 현재 기계에서 두세 기계 앞의 다른 기계로 전방향으로 이동
- 역방향이동(backtracking move): 부품이 현재 기계에서 역방향의 다른 기계로 이동
부품 이동 형태에 따른 최적의 기계 셀 배치
| 부품 이동 형태 | 적합한 기계 셀 배치 유형 | 특징 |
|---|---|---|
| 1)무이동 | 다수작업장이 요구됨 | |
| 2)순차이동 | 직선형배치 | |
| U자형 배치 | 셀 내의 작업자 간의 밀접한 협력 가능 | |
| 3)우회이동 | U자형 배치 | |
| 4)역방향이동 | 타원형, 사각형 루프 배치 | 셀 내의 원활한 부품순환 가능 |
5.3. 셀 설계를 위한 추가 고려사항
- 셀이 수행하는 작업량:
연간 생산 부품 수, 각 작업장에서 부품당 가공(혹은 조립) 시간을 포함한다. 이는 셀의 작업부하, 필요한 기계 수, 총 운전비용 및 투자비용을 결정하는 데 중요한 기준이 된다.
- 부품 크기, 형상, 무게 및 기타 물리적 속성:
자재취급 장치와 가공 장비를 선정하는 데 직접적인 영향을 미친다.
※ 본 글은 『현대 생산자동화와 CIM』(Mikell P. Groover 저, 시그마프레스)를 참고하여 작성하였습니다.
