생산량과 제품 다양성
제조기업은 공장에 부여한 특정 임무를 가장 효율적으로 수행할 수 있도록 설비를 배치하고 조직화한다. 이산형 제품의 경우 생산량이 설비와 제조 방식의 선택에 매우 큰 영향을 미친다.
생산량(production quantity)이란 공장에서 연간 생산되는 부품이나 제품의 개수를 의미한다.
- 소량생산: 연간 1부터 100단위까지의 생산량
- 중량생산: 연간 100부터 10000단위까지의 생산량
- 대량생산: 연간 10000에서 100만 단위까지의 생산량
위 세 가지 범주의 경계 결정은 대상 제품의 유형에 따라 변경될 수 있다.
제품의 다양성(product variety)은 한 공장에서 생산되는 상이한 제품설계 또는 제품 유형을 일컫는다. 상이한 제품은 다른 형상, 크기, 스타일을 갖고 있으며, 서로 다른 기능을 수행하고, 때로는 다른 시장을 대상으로 하며, 구성부품의 수가 다른 것을 의미한다.
- 경다양성(hard): 제품이 근본적으로 다른 경우. 부품 공유율이 낮음 ex)자동차와 트럭
- 연다양성(soft): 동일 제품 범주 내 상이한 모델의 경우. 부품 공유율이 높음 ex)같은 차종의 여러 트림
제품 다양성과 생산량은 서로 반비례 관계가 존재한다. 제품다양성이 높을 때 그 제품의 생산량은 낮은 경향이 있으며, 그 반대의 경우도 마찬가지다.
소량생산
연간 1~100단위 제품을 생산하기 위한 생산설비의 유형은 소량의 전문화된 주문제품들을 만드는 개별생산(job shop)이다. 이러한 제품의 예로는 우주캡슐, 비행기, 특수 전용 기계 등이 있으며, 전형적으로는 복잡하다는 특징이 있다. 그런 제품을 구성하는 부품의 가공도 개별생산의 범주에 포함된다. 이러한 품목에 대한 고객의 주문은 한정적이어서 반복 주문이 발생하지 않는 경우가 많다. 개별생산의 설비는 범용이며 작업자의 기술 수준은 높은 편이다.
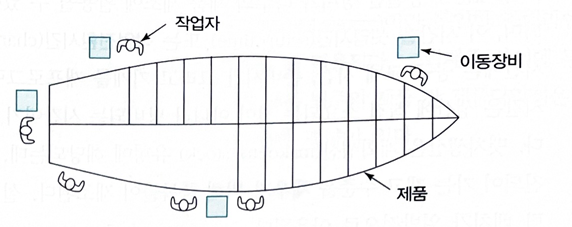
개별 생산은 다양한 부품과 제품(경다양성)을 취급할 수 있도록 유연성을 최대화하는 방향으로 설계되어야 한다. 만약 제품이 크고 무거워 공장 내에서 자유로운 이동이 불가능한 경우에는 한 지점에서 최종 조립까지의 모든 작업을 수행한다. 일반적인 제품가공 및 조립과 같이 가공품이 기계 사이를 이동하는 것이 아니라, 가공품은 일정 위치에 고정되어 있고 작업자와 가공장비 등이 가공품의 위치로 이동하는 것이다. 이러한 경우에 적합한 설비배치를 고정위치 배치(fixed-positionlayout) 라 한다. 이와 같은 제품의 예로는 선박, 항공기, 기관차 그리고 대형 기계 등을 들 수 있다. 실제 생산 현장에서 이들 제품은 큰 모듈로 나뉘어 가공, 조립된 후 , 대형 크레인을 이용하여 최종 조립 지점에서 완제품으로 조립되는 일반적인 방식을 따른다.
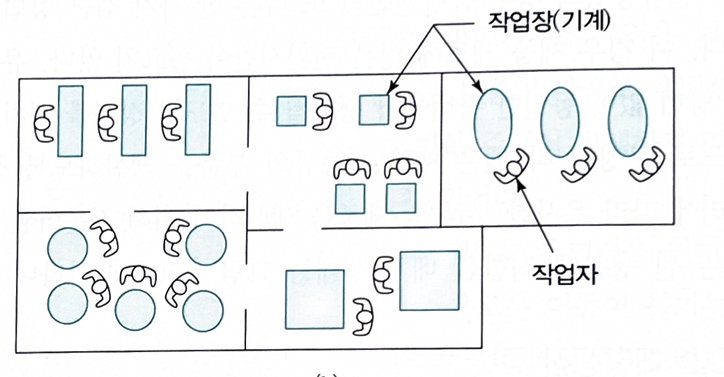
대형 제품을 구성하는 개개 부품은 기계 및 장비들이 공정별 배치(process layout) 를 갖는 공장에서 생산되는데, 이때 공정별 배치란 기능 또는 유형에 따라 기계장비를 그룹화하는 설비배치 방식이다. 장비를 선반, 밀링 등의 유형에 따라 각각의 작업 부서에 배치시키는 방식이다. 서로 다른 작업순서가 요구되는 이종 부품들은 각 작업에 필요한 순서로 각 작업 부서를 방문한다. 공정별 배치는 매우 유연한 배치 형태이므로, 서로 상이한 부품으로 구성되어 다양한 공정순서를 갖고 있는 경우도 공정별 배치에서는 작업이 가능하다. 공정별 배치의 단접으로는 부품 제조 방식과 기계들의 효율성은 낮게 설계되었다는 점이며, 작업장 사이의 부품 이동을 위하여 자재취급 활동이 많이 필요하고, 재공재고 수준이 높아지게 된다.
중량생산
중량범위(연간 100~10000단위)의 생산은 제품다양성에 따라 두 가지 유형으로 분류된다.
경다양성의 경우 전통적인 접근 방법은 배치생산(batch production)이다. 배치생산에서는 한 제품에 대해 묶음(batch) 단위를 만들어 생산기계가 하나의 배치를 완료한 다음에 다음 제품 배치를 제조하기 위해 전환된다. 장비의 생산율은 단일 제품의 수요율보다 크기 때문에, 즉 장비가 특정 제품 하나만 만들기에는 여유가 넘치기 때문에 동일한 장비가 다수의 제품 제조에 활용될 수 있다. 제품 전환을 위하여 시간이 소요되며, 이 시간을 셋업시간(setup time) 또는 작업전환시간(changeover time)이라 부른다. 작업 전환 시간에는 공구 교체 시간, 준비시간 그리고 기계를 재프로그램하기 위한 시간 등이 포함되며, 이 시간은 생산에 직접 소요되는 것이 아니라 낭비되는 시간이기 때문에 배치생산의 단점으로 지적된다. 배치생산은 재고를 미리 쌓아두기 위해 생산하는 전략인 계획생산(make-to-stock) 유형에 해당되는데, 여기서는 배치 수요에 의해 점차 소진되어 가는 재고 수준을 채우기 위해 품목들이 제조된다.
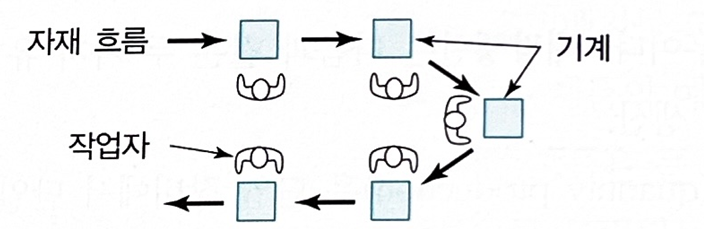
연다양성의 경우 중량생산의 또 다른 한 가지 접근 방법은 셀형 생산(cellular manufacturing)이다. 이 경우 유사한 제품 혹은 부품그룹이 전환시간의 낭비 없이 동일한 장비에서 생산될 수 있도록 장비를 배치할 수 있다. 다수의 기계 혹은 작업장으로 구성된 각 셀은 제한된 종류의 부품을 생산하도록 설계된다. 즉 셀은 그룹테크놀로지의 원리에 따라 유사한 부품 및 제품을 생산하기 위해 전문화된 것으로 간주할 수 있다. 이와 같은 셀 생산에 적합한 배치 형태는 셀 배치(cellular layout)이다.
대량생산
대량생산(연간 10000~100만 단위 이상)은 제품의 수요가 매우 높고, 생산을 위하여 전용 설비를 사용하는 경우이다.
다량생산(quantity production)은 단일 장비에서 단일 부품을 대량으로 생산한다. 다량생산은 표준장비에 전용공구를 장착하여 결과적으로는 전용장비를 사용한 것과 같은 효과를 노리는 생산 방식이다. 다량생산에는 공정별 배치가 이용된다.
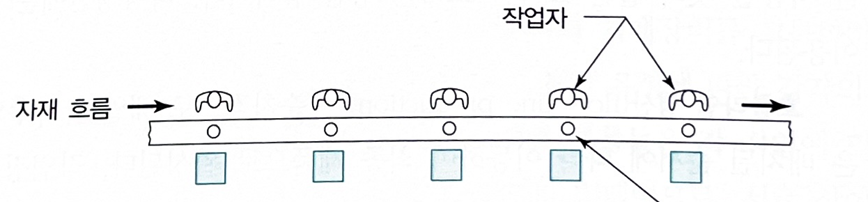
흐름라인 생산(flow line production)은 순차적으로 배열된 다수의 작업장을 포함하며, 공작물은 배치된 순서에 따라 이동하며 최종 제품으로 완성된다. 작업장은 전용공구를 장착한 기계와 작업자로 구성되며, 특히 효율을 극대화하는 목표로 설계되어야 한다. 이러한 배치를 제품별 배치(product layout) 라 하며, 이때 작업장은 하나의 라인 형상으로 배치된다. 공작물의 운반에는 동력 컨베이어가 이용되는 것이 일반적이며, 각 작업장에서는 제품 1단위를 완성하는 데 필요한 작업량 중 일부만을 수행한다.
흐름라인 생산의 예로는 자동차와 가전제품의 생산을 위한 조립라인을 들 수 있다. 흐름라인 생산의 경우 오직 동일한 한 가지 제품만을 생산하는 라인을 단일 모델 생산라인(single-model productin line)이라 한다. 반면에 고객이 취향에 맞는 스타일과 옵션을 선택할 수 있도록 다양한 모델을 생산하는 라인을 혼합 모델 생산라인(mixed-model production line) 또는 혼류생산라인이라 한다.
※ 본 글은 『현대 생산자동화와 CIM』(Mikell P. Groover 저, 시그마프레스)를 참고하여 작성하였습니다.
설비 배치 형태 정리
| 설비 배치 형태 | |
|---|---|
| 고정위치 배치 | 제품의 크기나 무게가 매우 커서 제품 자체를 이동시키기 어려운 경우 사용. 제품은 한 장소에 고정되고, 자재, 작업자, 장비가 제품 위치로 이동하여 작업을 수행 |
| 공정별 배치 | 기계의 기능, 유형별로 장비를 모아 배치 |
| 셀 배치 | 유사한 부품 그룹에 맞춰 기계를 하나의 셀로 묶어 배치 |
| 제품별 배치 | 제품 생산 순서에 따라 설비를 라인 형태로 배치 |
| 공정별 배치 process layout | 셀 배치 cellular layout | |
|---|---|---|
| 배치 기준 | 기계의 기능, 유형별로 장비를 모아둠 | 유사한 부품 그룹에 맞춰 기계를 하나의 셀로 묶음 |
| 제품 이동 | 각 부품은 요구되는 공정 순서에 따라 부서를 여기저기 이동하며 가공됨 | 한 셀 안에서 비슷한 제품군을 처음부터 끝까지 대부분 처리 가능 |
| 특징 | 다양한 부품을 유연하게 처리할 수 있음. 소량, 다품종 생산에 적합 | 공정 간 이동이 줄어들어 리드타임 감소. 서로 다른 제품이라도 유사한 공정 순서를 가지므로 setup 부담이 적음. |
